Équipements
Continuité numérique :

La continuité numérique est omniprésente à CampusFab. Elle assure le lien entre tous les îlots de production de la plateforme de formation, cela permet au collaborateur de suivre numériquement l’évolution d’un produit tout au long de son cycle de vie, autrement appelé PLM (Product lifecycle management) :
- On suit l’évolution du produit au travers de ses différentes étapes, en passant par le bureau d’étude, des méthodes, la production, le contrôle et enfin le montage de la pièce.
- C’est la plateforme 3DEXPERIENCE de Dassault Systèmes qui permet le travail collaboratif autour d’un projet de développement produit, impliquant différents métiers et assure la continuité numérique
Fabrication Additive :



Au sein de CampusFab, la fabrication additive est déployée grâce à deux machine EOS P396. Elles permettent la fabrication de pièces en 3D des objets modélisés grâce à l’utilisation de la 3DEXPERIENCE. Les impressions sont faites grâce à de la poudre de polyamide (poudre de plastique).
- la poudre est contenue dans des bacs qui ont des dimensions de 350x350x600. Chaque machine est équipée d’un bac.
- C’est le laser de la machine qui fait fondre les couches de poudre une par une pour que les pièces soient fabriquées.
- Lorsque le cycle de fabrication additive est terminé, les plateaux de poudre sont transportés dans les 2 stations de déballage et les pièces sont alors détachées du bloc de poudre restant.
- Lorsque les pièces sont récupérées, il faut les placer dans la sableuse afin de faire disparaitre le surplus de poudre pour finaliser la fabrication de la pièce.
- La pièce est maintenant finie, cependant il ne faut pas négliger la poudre restante qui n’a pas été utilisé pour fabriquer les pièces. C’est pourquoi CampusFab dispose d’un mélangeur permettant de récupérer la poudre déjà utilisée et la mélanger avec de la poudre non utilisée (50/50).
- Notion importante avant de commencer à manipuler cette technologie, il est indispensable de s’équiper d’EPI : Pour cet ilot, une combinaison, des lunettes, des gants et un masque FFP3 équipent l’opérateur.
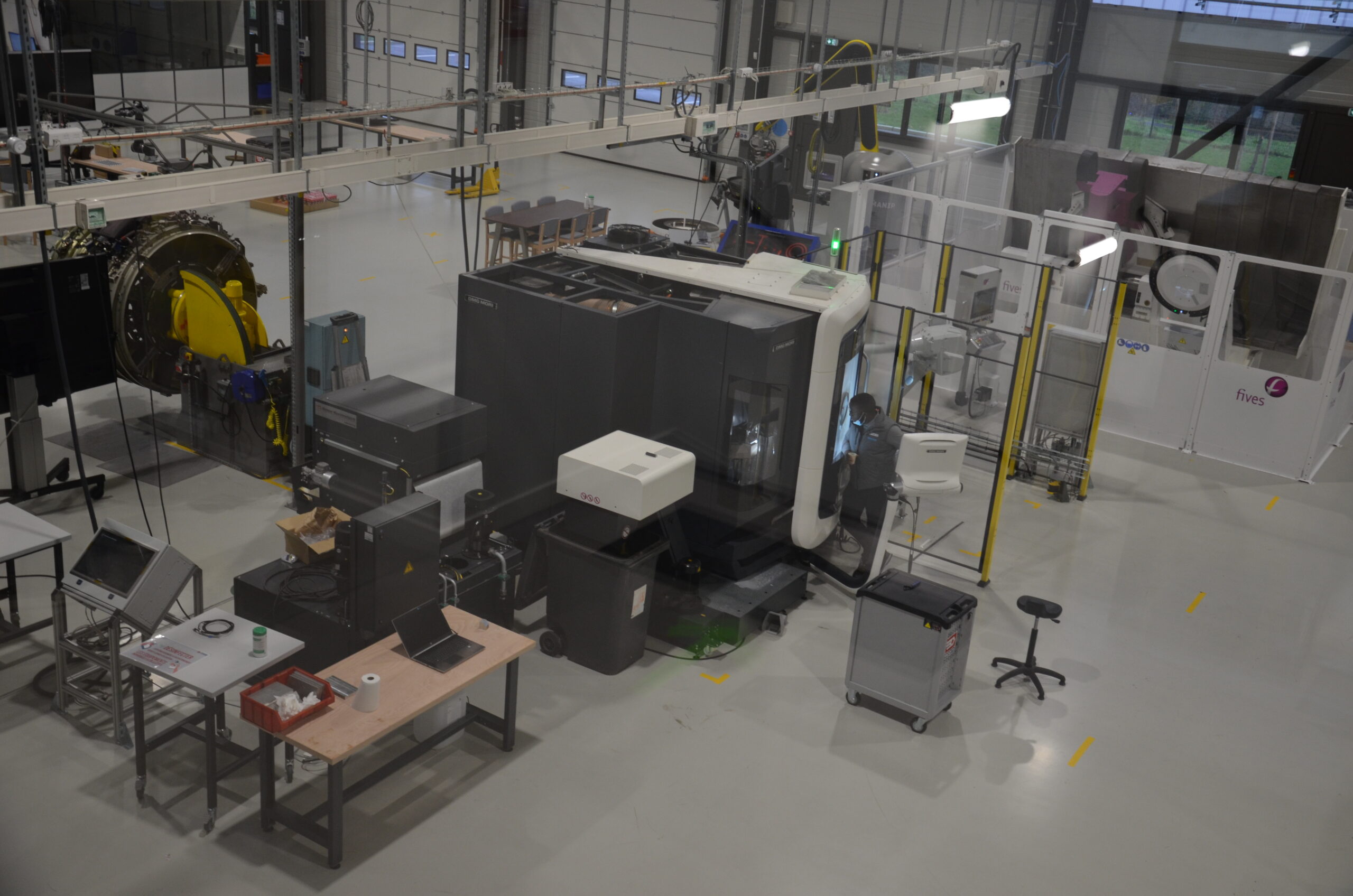
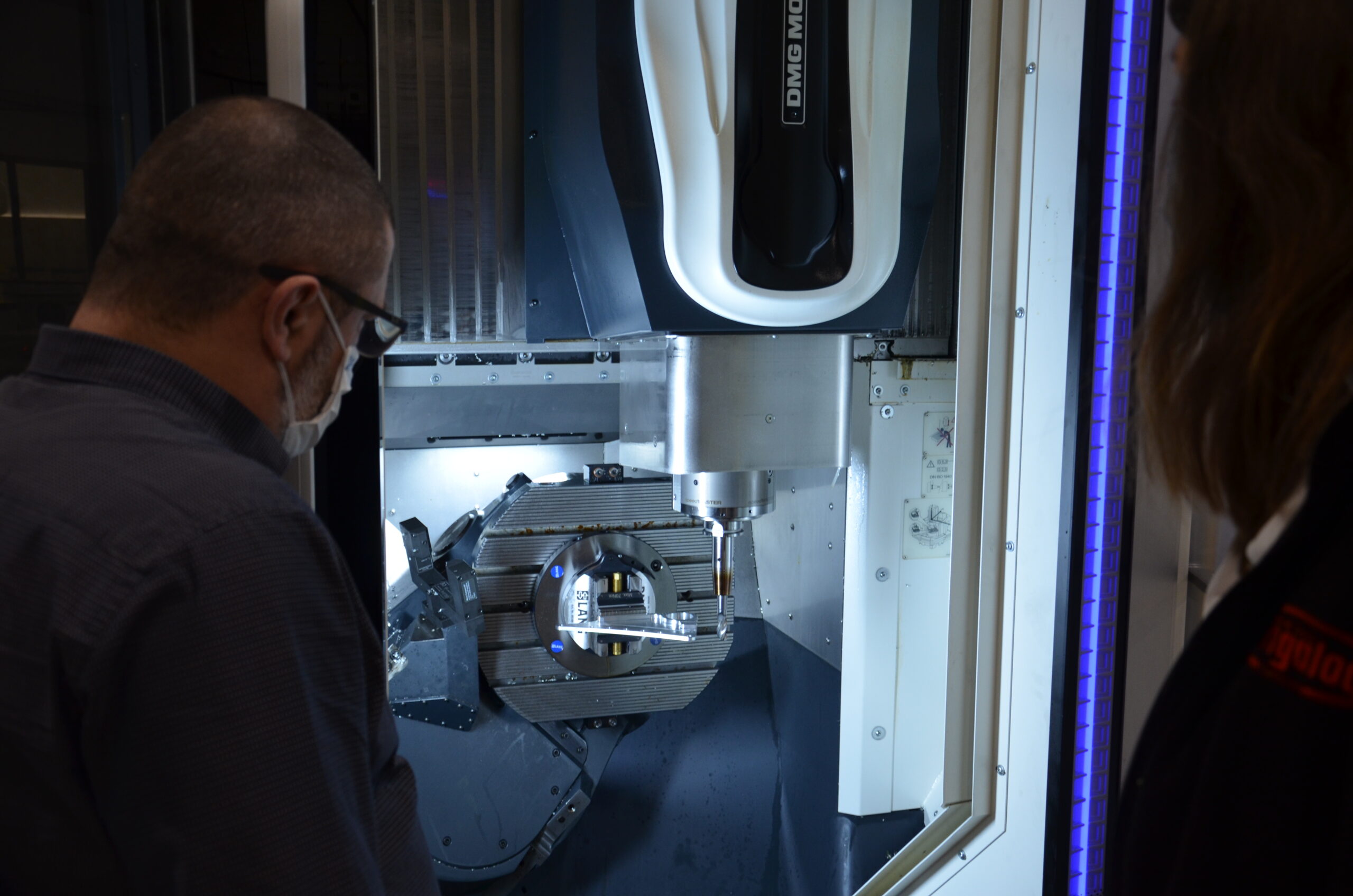
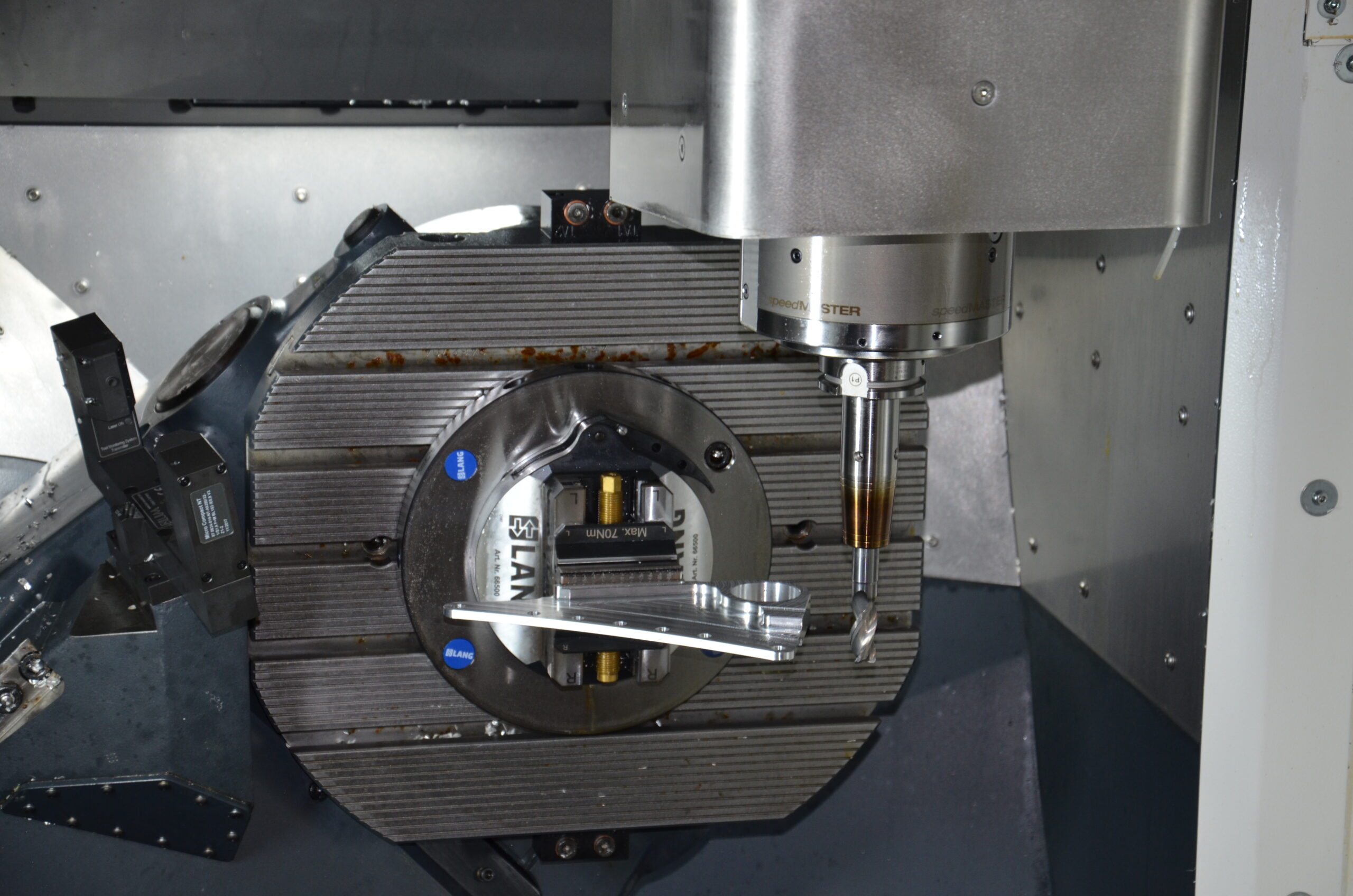
Pôle usinage :



- Grâce au M.E.S, il est possible d’envoyer un programme d’usinage sur les machines DMU40 et CTX de DMG MORI. Nous disposons de 2 DMU40 et 1 CTX.
- Le DMU40 est une fraiseuse à commande numérique disposant de 5 axes. Le CTX est un tour.
- À l’aide du Closed Door Machining, concept qui consiste à rendre la machine d’usinage autonome et évite la répétition de tâches de l’opérateur, permet d’automatiser l’environnement.
- Les machines communiquent entre elles. On peut également ajouter la réalité augmentée pour améliorer l’efficacité de l’opérateur dans l’utilisation de la machine.
Pôle montage :



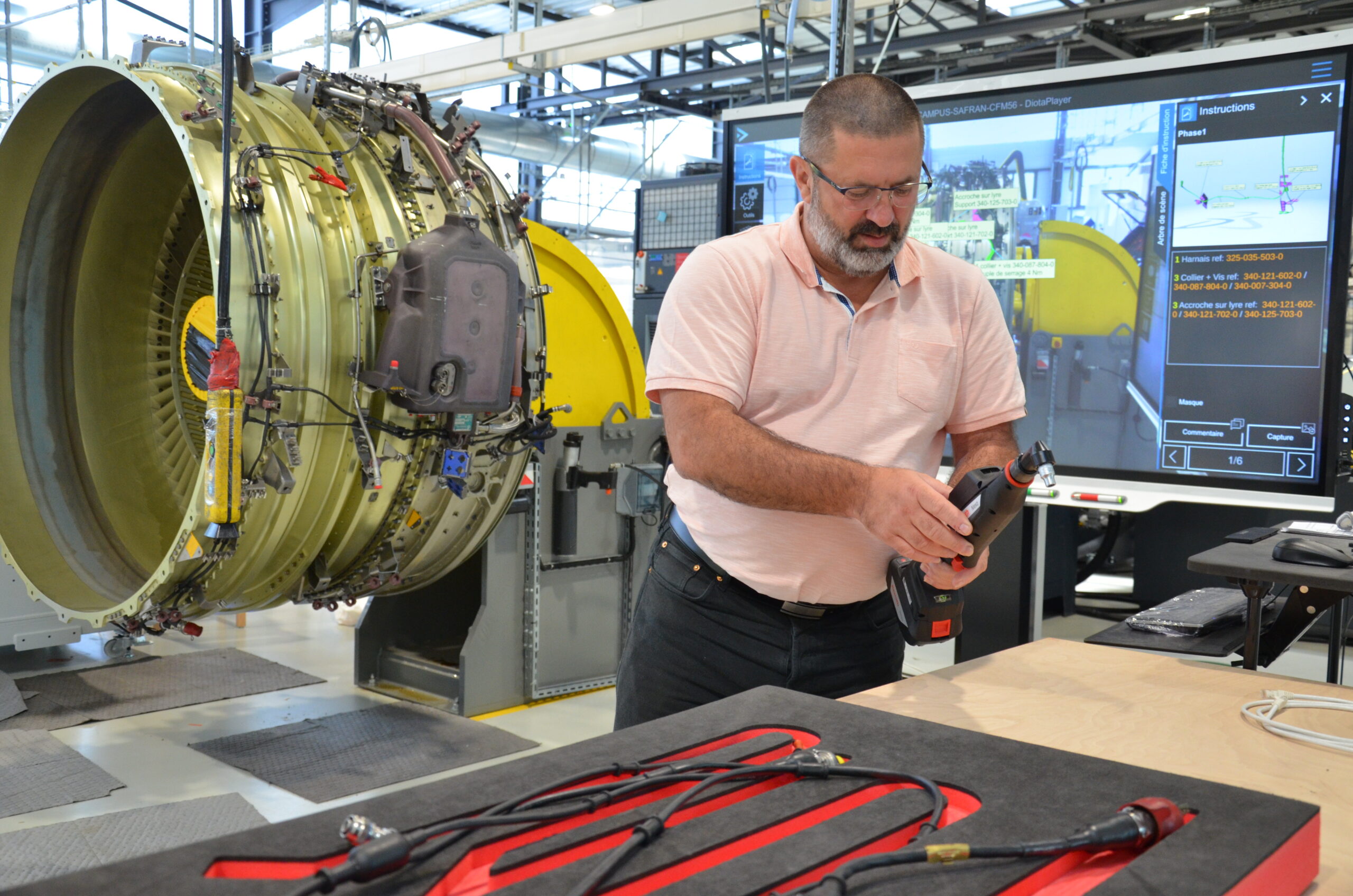
Le pôle de montage à Campusfab est géré par la réalité augmentée de DIOTA. C’est un procédé efficace qui a « bon du premier coup » : le collaborateur peut facilement se faire guider et ainsi se former seul plus facilement en évitant les erreurs.
- Le MES permet de suivre les instructions de travail
- Ainsi il est possible de monter la pièce « Ferrure de bielle » et/ou un « harnais » et de récupérer les données de serrage (les couples et angles) grâce au MES (Apriso) pour le montage.
- Toutes ces instructions de travail vont faciliter la traçabilité des ordres de fabrications et offrent la possibilité d’identifier l’origine et de reconstituer le parcours (d’un produit), de la production à la distribution.
Pôle maintenance :



La maintenance dans CampusFab peut se faire sur plusieurs machines avec différents moyens : elle permet de réviser, réparer ou bien améliorer les procédés et processus de fabrication de différentes machines :
- L’intérêt de ce pôle est de proposer des modules de maintenance prédictive en rétrofitant la machine FIVES : Il est donc nécessaire de remplacer les anciens composants par de nouveaux.
- L’objectif est d’aller au-devant d’une panne ou d’un dysfonctionnement grâce au cumul d’un ensemble de données récupérées et examinées. Elle évite ainsi l’immobilisation d’un système de production en panne.
- L’innovation est au cœur de CampusFab, c’est pourquoi la technologie LiquidTool de Blaser qui équipe l’une des fraiseuses à commande numérique permet d’effectuer de la maintenance prédictive. Il est possible de prélever la température et le taux de concentration de l’huile de coupe en direct sur l’application et évite ainsi le déplacement et la tâche de l’opérateur. Tout peut être modifié à distance.
Ilot de contrôle :
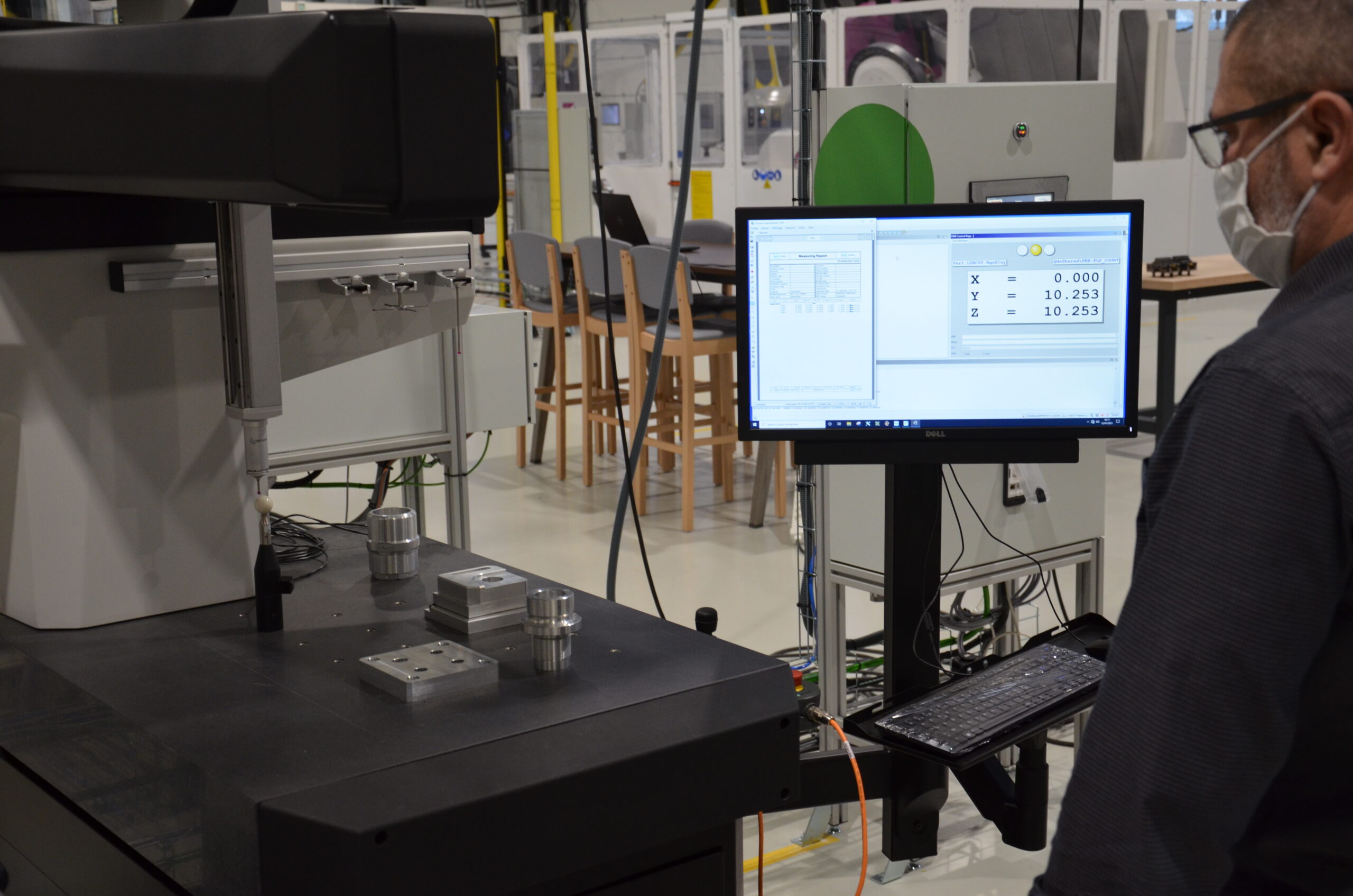
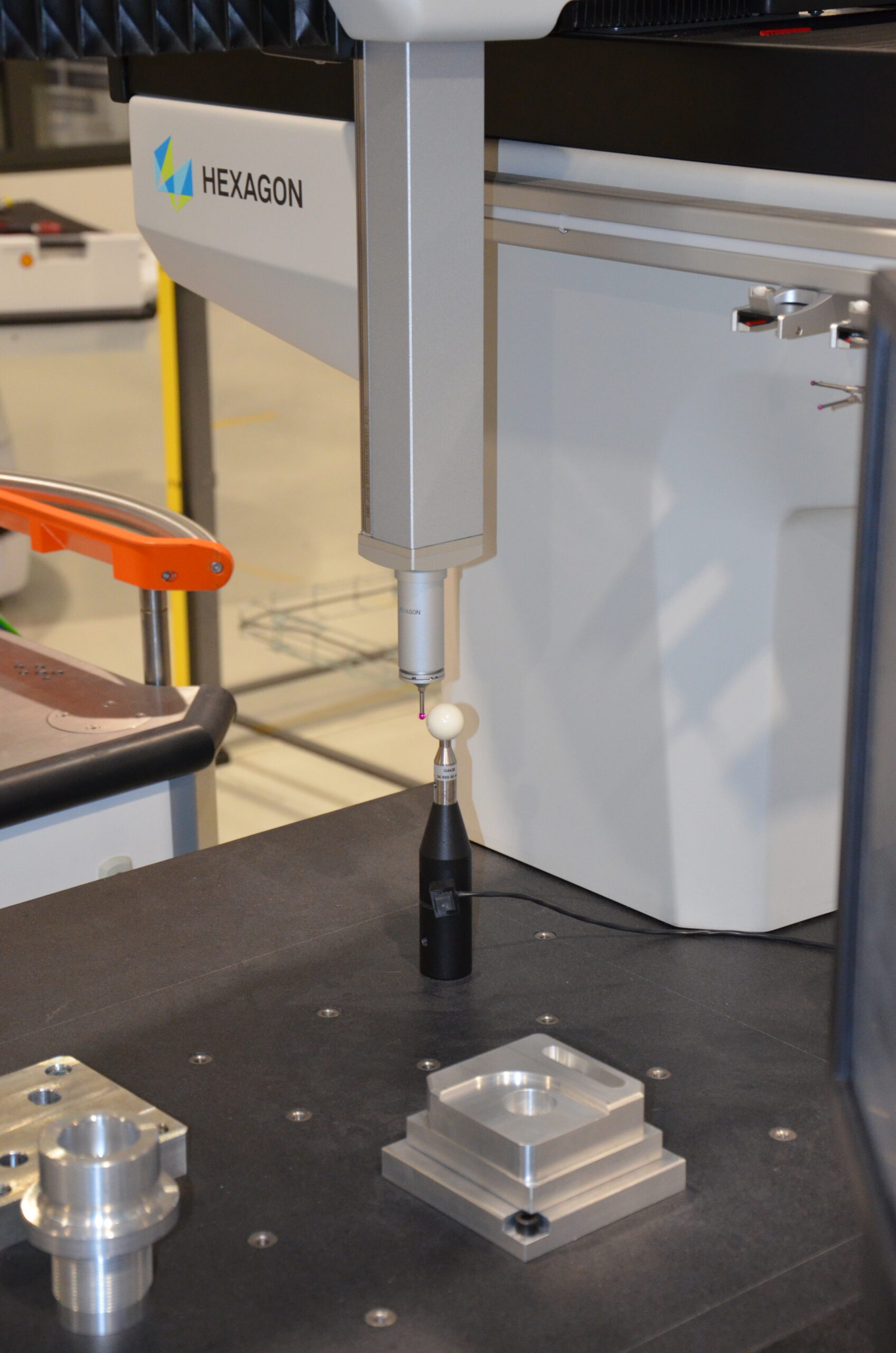
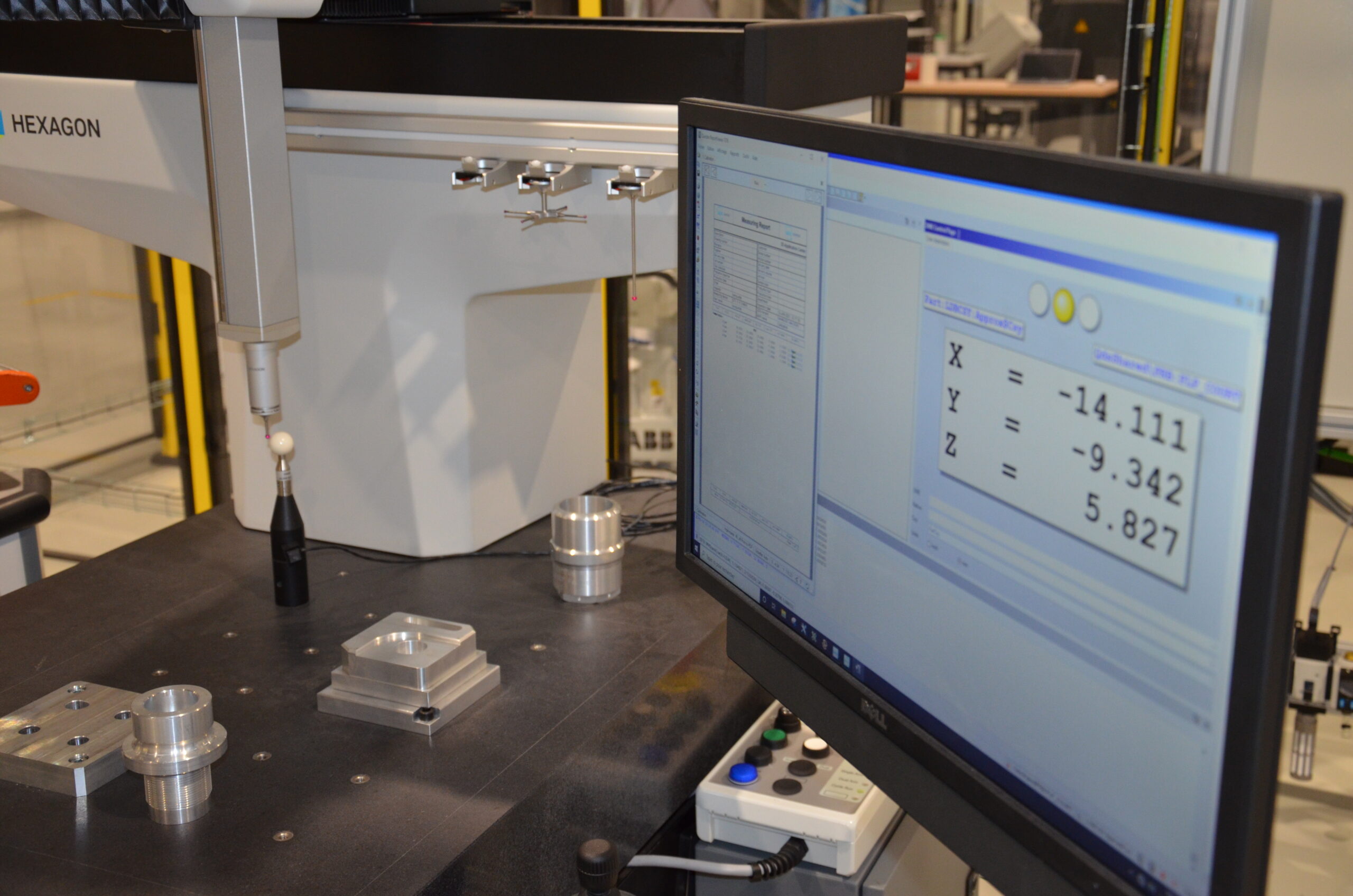
l’ilot de contrôle dispose de deux possibilités de contrôle afin de savoir si la pièce est bonne ou pas. La ferrure va donc passer par deux méthodes qui sont le palpage et le scanner 3D :
- Pour la collaboration entre ces moyens différents de contrôles, 2 cobots KUKA font partie du scénario.
- Le premier permet le déplacement de la ferrure sur le plateau de contrôle palpage puis va déplacer la pièce vers le plateau de contrôle scanner.
- Le deuxième bras robot porte la Tête Farro qui produit le scanner 3D.
- Grâce à la collaboration entre les AIV, les cobots et les procédés de contrôle, la cellule est complètement autonome.
- Pour comprendre la remontée d’information il est nécessaire d’employer le M.S.P (Maîtrise Statistique des Procédés).
Les TMS (trouble musculo-squelettique) sont un des risques majeurs pour les opérateurs dans l’atelier. C’est pourquoi à CampusFab, sont effectifs des AIV (Autonomous Intelligent Vehicule). Ces robots autonomes intelligent font le flux entre les différents îlots, ils automatisent le déplacement de charges qui est la clé de production.